

Low-level flue gas recovery allows refineries to improve their heaters’ efficiency. However, this process could lead to the condensation of flue gases, and these acidic droplets can corrode equipment. For optimal safety and efficiency, refineries must monitor temperatures and make operational adjustments as necessary.
In refineries, fired heaters are among the leading users of energy, consuming about 40-50% of fuel in various process units. The utility system constituting boilers and gas turbines consumes about 30-40% of fuel. For a typical refinery with a secondary processing facility, the average fuel consumption of fired heaters amounts to about 7 wt% of crude throughput.
With growing impetus to reduce carbon emissions, improving fired heaters’ efficiency is amongst the most impactful steps a refinery can make. One way to improve efficiency is to use low-level flue gas heat recovery, which is the process of exchanging heat of the flue gas with lower-temperature processes such as boiler feed water, combustion air, etc.
However, low-level flue gas heat recovery comes with its challenges, and one of the most important ones to keep in mind is flue gas dew point corrosion.
Condensation and Corrosion in Refinery Equipment
.
When fuels containing sulfurous compounds combust, the resulting flue gases can condense into sulfuric acid (H2SO4), sulfurous acid (H2SO3), and other aggressive substances. These condensed acids will corrode the tubes and other extended surfaces in convection sections, flue ducts, stacks, air preheater, etc. The amount of sulfur-bearing compounds, mostly in the form of hydrogen sulfide (H2S) in the fuel, is directly correlated with the concentration of the acid droplets and, therefore, with the degree of corrosion.
Several researchers have done extensive work on accurately estimating the acid dew point, or the temperature at which a certain acidic gas will condense into droplets. For heaters, the goal is to maintain the temperature of susceptible regions above that dew point. This variable is easy to control during normal operating conditions. However, during turndown operation, such as what the industry is currently experiencing, the low temperature zone of the heaters – commonly referred to as the cold end – can approach the acid dew point temperature.
Lower Throughputs, Higher Corrosion Risks
Ever since COVID-19 gripped the world, consumers and businesses have reduced their consumption of transportation fuels. The oil and gas industry have responded to this lower demand by decreasing refinery runs, with the largest drops in units focused on gasoline production.
According to the U.S. Energy Information Administration (EIA): “Gross inputs to ADUs [atmospheric distillation units] in April 2020 were 3.4 million barrels per day (b/d) (21%) lower than the five-year (2015–19) average, and gross inputs to ADUs in May 2020 were 3.6 million b/d (21%) lower than the five-year average (Figure 1). Compared with ADUs and other downstream units, inputs to catalytic crackers, associated with gasoline production in a refinery, had the second-largest change on a volume basis from the five-year averages in April and May, averaging 1.6 million b/d and 1.4 million b/d lower, respectively” (This Week in Petroleum, Aug. 19, 2020, U.S. EIA).
Lower throughput operation of fired heaters directly impacts the cold-end temperatures, which could lead to acid dew point corrosion. For optimal operations and equipment integrity, refineries must monitor temperatures and make operational adjustments as necessary.
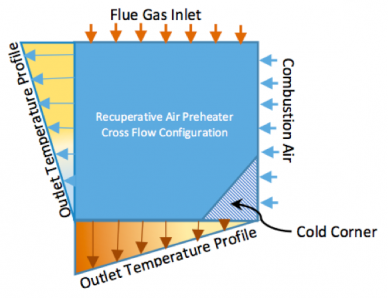
Figure 1: Profile of a recuperative air preheater (APH)
Cold Corners in Air Preheaters
Of all the equipment in a heater, the ones most susceptible to acid dew point corrosion are air preheaters (APHs). These heat exchangers transfer the heat from flue gases to the combustion air before it enters the burner. To do this, most recuperative APHs are arranged in a top-down and side-to-side flow configuration (Figure 1).
This configuration creates spatial temperature gradients on the flue-gas and combustion-air side of the APH, thereby creating a cold corner at the location corresponding to the lowest flue-gas and combustion-air temperature.
Temperature Measurement in Air Preheaters
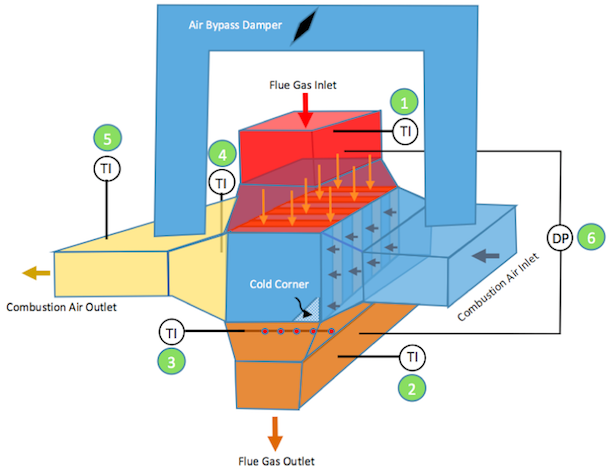
Figure 2: Typical instrumentation and configuration of a recuperative APH, and locations of temperature indicators (TI) and differential pressure (DP) transmitter
Normally in an APH, the temperature of the downstream mixed flue gas is used for monitoring and operational adjustments. This, however, is used with margins to be able to correlate with the minimum tube metal temperatures at the cold corner.
In Figure 2, ① and ② show the usual locations for a flue-gas temperature indicator (TI). However, as the APH ages and fouls, the spatial temperature profile changes due to changes in heat-transfer characteristics. This change may not be apparent from a single-point mixed-temperature measurement.
Most refineries already realize that they can use furnace condition monitoring to head off fouling, leaks, flow distribution, and other performance issues. Now in times of lower throughputs, refineries should also be mindful of acid dew point condensation in susceptible equipment. In an APH, one way to do that is by operating the air bypass damper. Also important is to measure the temperature profile at the flue gas outlet ③, along with monitoring the differential pressure (DP) with a DP transmitter at location ⑥ – across the flue-gas side.
In most APHs, the combustion air temperature measurement is done only at ⑤: the combined duct to the burner after the bypass. This is sufficient for conditions when the airside bypass is fully closed. However, this location alone does not provide information on APH performance when a portion of the air to the APH is bypassed, which is typically the case when operating during turndown conditions. For this very reason, measuring the combustion-air temperature both before the bypass (location ④) and after the bypass is invaluable for diagnostics as well as performance evaluation.
WIKA, a Global Leader in Measurement Technologies
WIKA USA is an innovator in electronic temperature measurement (ETM) and pressure measurement solutions for the refining and petrochemical industry. In addition to our comprehensive portfolio of devices and accessories, we have a full-size processing unit near the Houston Ship Channel to test measuring instruments under customer-specific conditions and configurations.
For monitoring furnace conditions and preventing acid condensation/corrosion, WIKA USA can help. Contact our specialists if you would like more information on whether your refinery could benefit from advanced monitoring of your APH and other equipment.