
This article is a continuation of “A WIKA–Chevron Partnership: Maximizing Amine Contactor Efficiency with Multipoint Temperature Systems.”
Custom-Made Multipoint Thermocouple Array for a Refinery’s Contactor Column
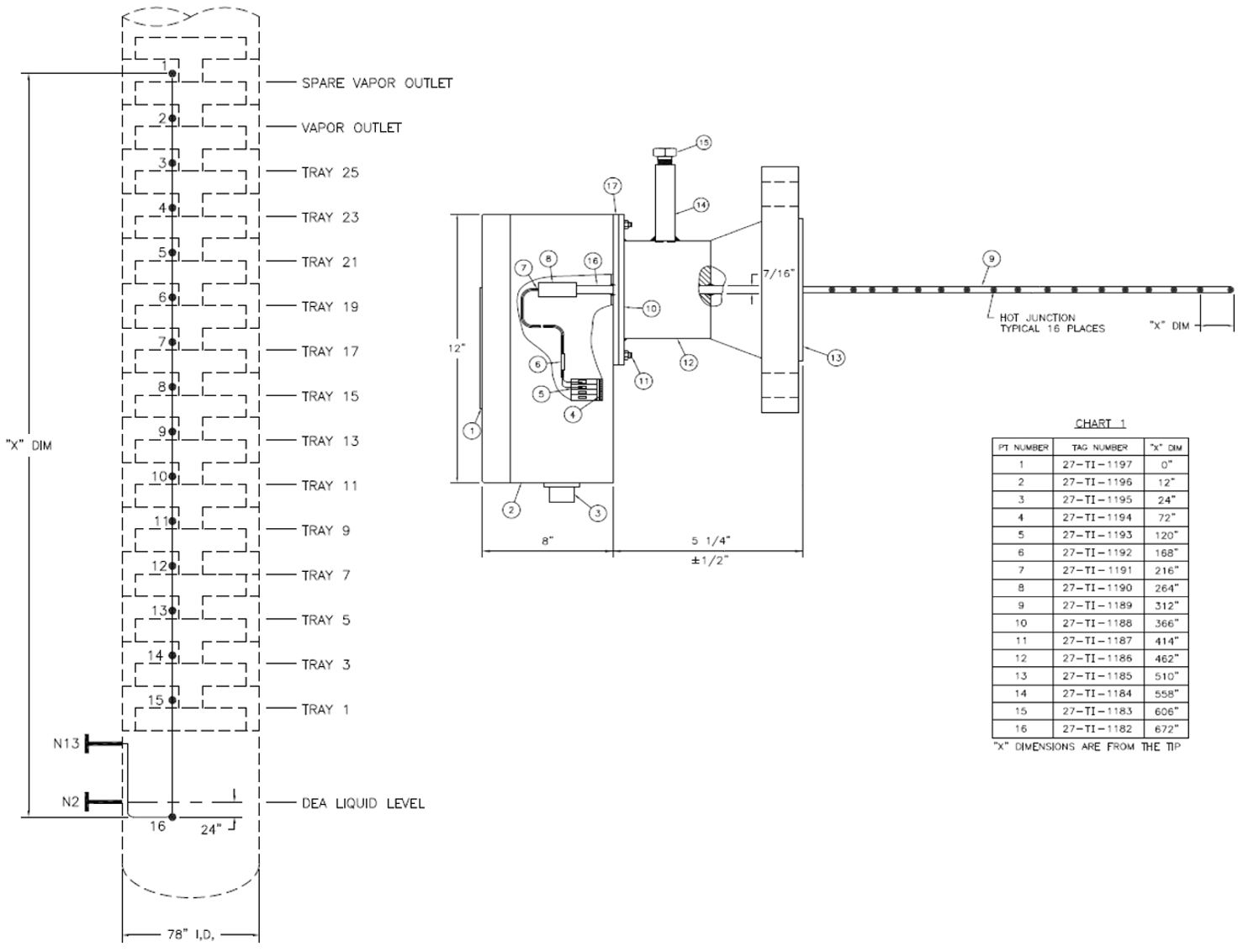
Fig. 4: (clockwise from left) Locations of the 16 temperature sensors along the amine contactor column, detail of the single miniature multipoint thermocouple, height chart of each sensor (click to enlarge)
WIKA designed a multipoint thermocouple array specifically for easy retrofitting into an existing amine contactor column at a Gulf Coast refinery. We customized the length so that there was a measuring junction at specific tray heights, then we threaded the array through an unused nozzle; no column modifications were necessary. A total of 16 locations, including 14 trays, were instrumented with individual sensors (see Figure 4), as this number is sufficient to provide a clear picture of the amine column’s performance, allowing operators to determine whether any adjustments are needed to keep the exothermic reaction at the correct level in the column.
This particular array uses a linear multipoint design with 16 type K 5/16″ thermocouples inside a single protective sheath measuring 65 ft. (20 m) in length. By opting for a single miniature multipoint thermocouple (as opposed to a multi miniature multipoint thermocouple), we were able to fit a large number of sensors in a small cross-sectional area, thereby minimizing interference with the process flow in the contactor. The thermocouples were ungrounded, as those offer greater accuracy and resistance against DEA corrosion than grounded thermocouples. The slower response time of ungrounded thermocouples was an acceptable trade-off for this application. The sheath was made of stainless steel 316 for additional corrosion resistance.

Pic. 1: The 65-ft (20m) thermocouple array was placed in a custom-built crate for transport.
As bending can damage the sensors, we carefully packed the assembly in a custom-built shipping crate (Picture 1) for transport from our manufacturing facility in Houston, Texas, to Chevron’s refinery plant in Pascagoula, Mississippi. Once there, we passed the sheath through contactor trays and supported it using specialized hardware components that were easily assembled in the field and did not require any welding or hot work during installation.
Designing a multipoint thermocouple array for easy installation
The following pictures show the temperature indicator (TI) at several locations inside the amine contactor tower. The key design aspects that made for a particularly easy installation can clearly be seen.

Pic. 2–4: TI penetration using an abandoned nozzle in bottom section and extending up into trays (click to enlarge)
Pictures 2–4 show how a spare nozzle was used for thermocouple penetration into the tower. A spare nozzle in the bottoms compartment was used to insert the thermocouple sheath, and it extends up through the 25 trays from below, with temperature measurements at every other tray. Thus, with only a single penetration point, a multitude of data points from inside the tower becomes available data sources for real-time monitoring and optimization of the amine unit.

Pic. 5–7: TI sheath penetration through new hole in multiple fixed valve trays (click to enlarge)
Pictures 5–7 show that tray modifications were minimal. For these fixed valve trays, a single new penetration was made onto each tray to allow for the thermocouple sheath to protrude. There was negligible impact to process conditions with this design, as the open area is miniscule compared to the trays’ overall active/open areas, and the vertical sheath presented no obstacle to flowing vapor or liquid streams.

Pic. 8–9: Bolt-on hardware to keep the TI sheath in place (click to enlarge)
Pictures 8–9 show that the sheath’s vertical placement was held relatively steady by the WIKA-designed support hardware. The placement of the two supports at the top of the trayed section was adequate to prevent unintentional migration of the sheath from process or gravitational forces.
With installation of the internal multipoint thermocouple from WIKA, operations were able to positively identify where the H2S absorption was happening in the absorber. Data from each of the indications spaced at every other tray is displayed in real-time on the refinery’s DCS (distributed control system) interface. While the representation of temperature data can be made in numerous formats, the site chose a bar chart representation overlaying an absorber to show temperatures from the multipoint thermocouple along with incoming amine temperature for visual representation of approach to equilibrium. Figure 5 shows some snapshots with site operating data.
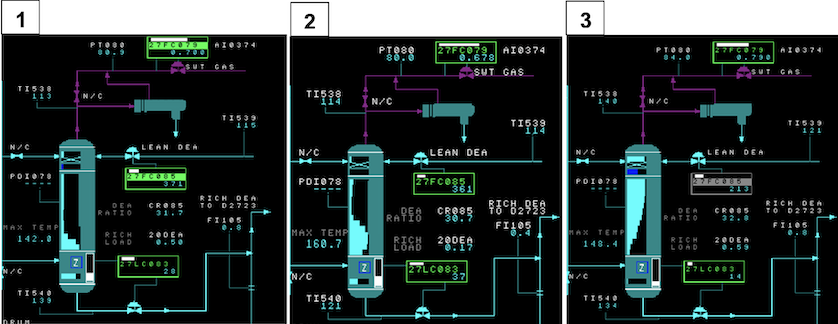
Fig. 5: Snapshots of site operating data showing the temperature bulge, indicating (1) adequate – and possibly too much – circulation, (2) borderline/impending breakthrough, and (3) obviously inadequate circulation (click to enlarge)
While no closed-loop automation or control has been implemented with the data available from the internal temperature measurements, the data have proven to be able to provide advanced warning of an impending H2S breakthrough scenario. In application, a DCS monitoring program, which identifies the location of the hottest temperature (“bulge” location), was created to generate an alarm when that maximum temperature starts to move too high in the column. If the alarm is received and, with proper response, operations can comfortably run closer to minimum allowable amine circulation rates, since the temperature profile warning is a proactive one rather than the historical practice of waiting on the treated gas H2S analyzer to show a breakthrough after it occurs.
Cost and ROI Analysis of Implementing the Temperature Solution
Installation of the multipoint thermocouple from WIKA can easily be justified in direct steam consumption savings for a typical refinery amine treating unit. For a moderately small unit like the one shown in Figure 5, with 350-400 gpm typical circulation to the absorber, reductions on the order of 30-50 gpm on an annualized basis have been made possible by operations being able to more accurately identify optimization opportunities (over-circulation) and feel more comfortable operating closer to treating limits as a result of the advanced warning that detailed temperature monitoring data can provide.
For simple illustration purposes, an annualized amine reduction of only 50 gpm with typical steam regenerator energy input requirements (assume 1.1 lb steam per gallon of amine circulation) would save 3,300 lb/hr and yield approximately $193,000 per year in steam savings (based on $10/mlb 65# medium pressure steam value). With respect to the ever-increasing pressure to reduce the carbon footprint of a facility, it is worth noting that the reduction in steam consumption can directly correspond to significant CO2 emissions abatement that varies by site, based on how steam is generated.
Since the length of a multipoint TI is driven by column height (number of trays) and not by overall column diameter, which is what primarily would grow with increasing gas/amine rates, larger amine units would most likely achieve even greater sizeable reductions in steam savings due to the scalability of possible returns growing much faster than the cost of the thermocouple installation.
Future Developments and Enhancements
WIKA initially designed the temperature assembly for the amine unit at Chevron’s Pascagoula refinery. Since the unit performed so well as a result of implementing the miniature multipoint thermocouple, Chevron then asked WIKA to design, manufacture, and install another array for the amine unit at its Richmond (California) location. This second instrument was a dual-rod assembly so that temperature at both sides of the unit can be monitored.
Conclusion and Next Steps
A complete and reliable temperature profile leads to data-backed decisions that improved the amine units’ energy performance and efficiency. In addition to the direct operating expense reduction made possible by better operating data, installation of a multipoint TI can also represent a quantifiable CO2 abatement to reduce a facility’s carbon footprint. With a typical installation cost of <$250,000 (2023 basis), payout for the project can be justified in less than a year, depending on the size of the unit. With care, the TI can be removed and reinstalled for major turnaround (TA) work, when necessary, to reduce the lifetime cost of the project by avoiding premature damage/replacement. In summary, installing the WIKA multipoint temperature system resulted in an attractive payout and made it a worthwhile CO2 abatement project for refinery amine units.
Product mentioned in this article:
• TC96-M miniature multipoint thermocouple